機(jī)")
羅茨鼓風(fēng)機(jī)|三葉羅茨風(fēng)機(jī)|螺桿真空泵|回轉(zhuǎn)式風(fēng)機(jī) - 錦工風(fēng)機(jī)有限公司
各國(guó)實(shí)行貿(mào)易保護(hù)對(duì)國(guó)際分工的影響是()
何為燈槽
有人一心想當(dāng)專業(yè)運(yùn)動(dòng)員,但比賽屢次失利
,就進(jìn)行自我安慰:“參加重大比賽太緊張,還不如當(dāng)業(yè)余運(yùn)動(dòng)員好?div id="d48novz" class="flower left">下列哪項(xiàng)不是惡性腫瘤細(xì)胞的基本形態(tài)特征()。 ["A.肌動(dòng)蛋白絲減少 ","B.微管變短 ","C.核分裂相多見 ","D.核質(zhì)比顯著高于正常細(xì)胞 ","E.形態(tài)特征與其來(lái)源細(xì)胞完全相同"]
兩半聯(lián)軸器端面間隙過大和過小有哪些危害性
?
羅茨鼓風(fēng)機(jī)倒轉(zhuǎn)的問題沒有解決。裝有兩臺(tái)送風(fēng)機(jī)或兩臺(tái)引風(fēng)機(jī)的鍋爐
,由于入口導(dǎo)向葉片不嚴(yán),常常會(huì)出現(xiàn)臺(tái)運(yùn)行、另臺(tái)備用風(fēng)機(jī)反轉(zhuǎn)的情況。當(dāng)羅茨風(fēng)機(jī)出現(xiàn)倒轉(zhuǎn)怎么辦?羅茨風(fēng)機(jī)反轉(zhuǎn)是由于葉輪的旋轉(zhuǎn)方向與電動(dòng)機(jī)釘子旋轉(zhuǎn)磁場(chǎng)的方向相反
,啟動(dòng)電流更大,葉輪的慣性較靜止時(shí)大得多,使風(fēng)機(jī)啟動(dòng)的電流和時(shí)間都超過了電流繼電器為電動(dòng)機(jī)安全所整定的動(dòng)作電流和時(shí)間,因而無(wú)法使反轉(zhuǎn)的風(fēng)機(jī)啟動(dòng)。 要將反轉(zhuǎn)的羅茨風(fēng)機(jī)啟動(dòng)起來(lái) ,首先要將反轉(zhuǎn)的葉輪靜止下來(lái),如在反轉(zhuǎn)風(fēng)機(jī)的入口加阻擋物,或用外力使葉輪停止轉(zhuǎn)動(dòng),然后再啟動(dòng)。羅茨鼓風(fēng)機(jī)是不允許在正傳的情況下突然反轉(zhuǎn)
,風(fēng)機(jī)突然停電或因出風(fēng)口的壓力回座,正向的慣性轉(zhuǎn)動(dòng)和出口反壓造成風(fēng)機(jī)的反轉(zhuǎn)而使風(fēng)機(jī)齒輪,聯(lián)軸器打爛,嚴(yán)重者可能打壞轉(zhuǎn)子或者整個(gè)風(fēng)機(jī)。以前二葉的風(fēng)機(jī)反轉(zhuǎn)轉(zhuǎn)子會(huì)立刻打爛情況下羅茨鼓風(fēng)機(jī)是可以反轉(zhuǎn)的,但是在風(fēng)機(jī)停止情況下啟動(dòng)
解決羅茨鼓風(fēng)機(jī)倒轉(zhuǎn)的辦法就是要裝止回閥,并且要保證止回閥能夠安全閉合
?div id="d48novz" class="flower left">
PAGE * MERGEFORMAT 1
設(shè)備安裝技術(shù)要求
一
、一般技術(shù)要求?div id="d48novz" class="flower left">
1.為了明確機(jī)械設(shè)備安裝工程的施工及驗(yàn)收
,確保質(zhì)量和安全,制定本規(guī)范。2.本規(guī)范適用于本項(xiàng)目各類機(jī)械設(shè)備安裝工程
3.設(shè)備安裝工程應(yīng)按設(shè)計(jì)施工。當(dāng)施工時(shí)發(fā)現(xiàn)設(shè)計(jì)有不合理之處
4.安裝的機(jī)械設(shè)備
5.設(shè)備安裝中采用的各種計(jì)量和檢測(cè)器具、儀器
6.設(shè)備安裝中的隱蔽工程,應(yīng)在工程隱蔽前進(jìn)行檢驗(yàn)
7.設(shè)備安裝中
8.設(shè)備安裝工程的施工
?div id="jfovm50" class="index-wrap">。ǘ?div id="jfovm50" class="index-wrap">、施工準(zhǔn)備
1.施工條件
1.1工程施工前,應(yīng)具備設(shè)計(jì)和設(shè)備的技術(shù)文件
1.2工程施工前,對(duì)臨時(shí)建筑
1.3工程施工前,有關(guān)的基礎(chǔ)地坪
1.4當(dāng)設(shè)備安裝工序中有恒溫
1.5當(dāng)氣象條件不適應(yīng)設(shè)備安裝的要求時(shí)
1.6利用建筑結(jié)構(gòu)作為起吊、搬運(yùn)設(shè)備的承力點(diǎn)時(shí)
2.開箱檢查和保管
2.1設(shè)備開箱應(yīng)在建設(shè)單位有關(guān)人員參加下
,按下列項(xiàng)目進(jìn)行檢查,并應(yīng)作出記錄:2.1.1箱號(hào)、箱數(shù)以及包裝情況
;2.1.2設(shè)備的名稱
2.1.3裝箱清單
2.1.4設(shè)備有無(wú)缺損件
2.1.5其他需要記錄的情況
2.2設(shè)備及其零
3.設(shè)備基礎(chǔ)
3.1設(shè)備基礎(chǔ)的位置、幾何尺寸和質(zhì)量要求
3.2設(shè)備基礎(chǔ)表面和地腳螺栓預(yù)留孔中的油污
3.3需要預(yù)壓的基礎(chǔ)
?div id="jpandex" class="focus-wrap mb20 cf">。ㄈ?div id="jpandex" class="focus-wrap mb20 cf">、放線就位和找正調(diào)平
1.設(shè)備就位前,應(yīng)按施工圖和有關(guān)建筑物的軸線或邊緣線及標(biāo)高線
2.互相有連接、銜接或排列關(guān)系的設(shè)備
,應(yīng)劃定共同的安裝基準(zhǔn)線。必要時(shí),應(yīng)按設(shè)備的具體要求,埋設(shè)一般的或永久性的中心標(biāo)板或基準(zhǔn)點(diǎn)。3.平面位置安裝基準(zhǔn)線與基礎(chǔ)實(shí)際軸線或與廠房墻(柱)的實(shí)際軸線
、邊緣線的距離,其允許偏差為±20mm。4.設(shè)備定位基準(zhǔn)的面
、線或點(diǎn)對(duì)安裝基準(zhǔn)線的平面位置和標(biāo)高的允許偏差,應(yīng)符合規(guī)定。5.設(shè)備找正
、調(diào)平的定位基準(zhǔn)面、線或點(diǎn)確定后,設(shè)備的找正、調(diào)平均應(yīng)在給定的測(cè)量位置上進(jìn)行檢驗(yàn);復(fù)檢時(shí)亦不得改變?cè)瓉?lái)測(cè)量的位置。6.設(shè)備的找正
、調(diào)平的測(cè)量位置,當(dāng)設(shè)備技術(shù)文件無(wú)規(guī)定時(shí),宜在下列部位中選擇:6.1設(shè)備的主要工作面
;6.2支承滑動(dòng)部件的導(dǎo)向面;
6.3保持轉(zhuǎn)動(dòng)部件的導(dǎo)向面或軸線
6.4部件上加工精度較高的表面
6.5設(shè)備上應(yīng)為水平或鉛垂的主要輪廊面;
6.6連續(xù)運(yùn)輸設(shè)備和金屬結(jié)構(gòu)上
7.設(shè)備安裝精度的偏差
7.1能補(bǔ)償受力或溫度變化后所引起的偏差
7.2能補(bǔ)償使用過程中磨損所引起的偏差;
7.3不增加功率消耗
7.4使轉(zhuǎn)動(dòng)平穩(wěn)
7.5使機(jī)件在負(fù)荷作用下受力較小
;7.6能有利于有關(guān)機(jī)件的連接
、配合;7.7有利于提高被加工件的精度
。8.當(dāng)測(cè)量直線度
、平行度和同軸度采用重錘水平拉鋼絲測(cè)量方法時(shí),應(yīng)符合下列要求:8.1宜選用直徑為0.35~0.5mm的整根鋼絲
;8.2兩端應(yīng)用滑輪支撐在同一標(biāo)高面上
;8.3重錘質(zhì)量的選擇
,應(yīng)根據(jù)重錘產(chǎn)生的水平拉力和鋼絲直徑確定,重錘產(chǎn)生的水平拉力應(yīng)按下式計(jì)算
JGR60型羅茨鼓風(fēng)機(jī)是旋轉(zhuǎn)式鼓風(fēng)機(jī)的一種,它以結(jié)構(gòu)緊湊、高效節(jié)能
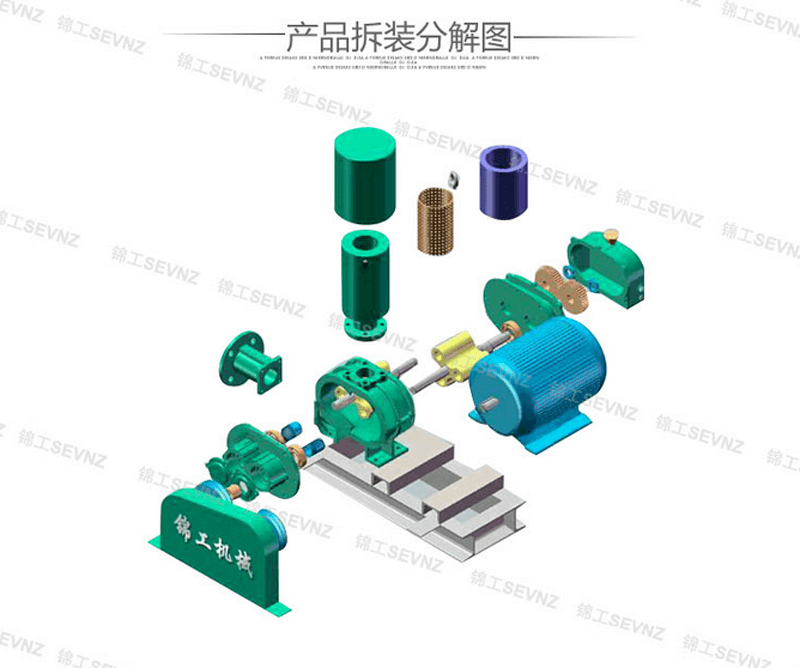
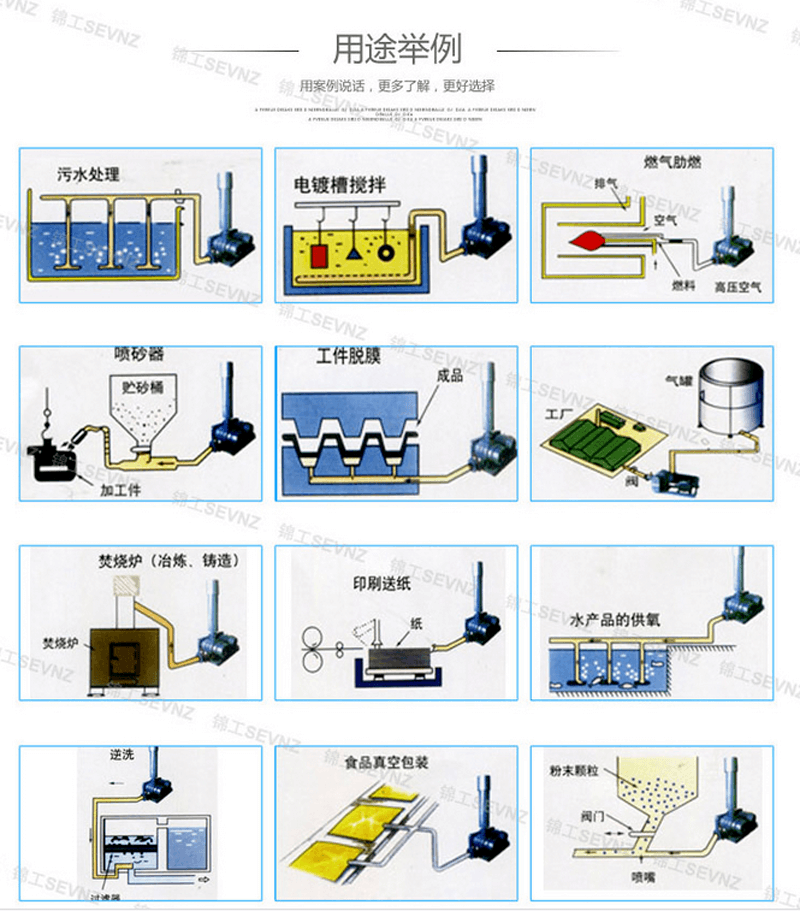
、分量穩(wěn)定,輸送介質(zhì)絕對(duì)無(wú)油,便于安裝維護(hù),運(yùn)行安全可靠等特點(diǎn)。廣泛應(yīng)用于電力、石油、化工、冶煉、水泥、輕工、食品、紡織、氣力輸送、污水處理等行業(yè)。JGR60羅茨鼓風(fēng)機(jī)工作原理:羅茨鼓風(fēng)機(jī)主要由機(jī)體和兩個(gè)裝有8字形葉輪的轉(zhuǎn)子組成
JGR60羅茨鼓風(fēng)機(jī)的結(jié)構(gòu):該風(fēng)機(jī)主要有葉輪
JGR60羅茨鼓風(fēng)機(jī)技術(shù)參數(shù):以R60x78為例,該風(fēng)機(jī)是硫酸廠的爐前鼓風(fēng)機(jī),該風(fēng)機(jī)葉輪轉(zhuǎn)動(dòng)直徑600mm,葉輪長(zhǎng)780mm,配用電機(jī)220kw,轉(zhuǎn)速960r/min,升壓49.00kPa,流量199.3m3/min
。一、風(fēng)機(jī)主要部件檢修
葉輪的材料為鑄鐵,工作線型為漸開線,其不規(guī)則的形狀和較高的加工精度使其在損壞后難以修復(fù)
。風(fēng)機(jī)主軸的損壞部位,通常發(fā)生在與軸承內(nèi)圈配合面上,磨損1~2mm時(shí),可電鍍修復(fù),磨損較深時(shí)以換新軸為上策。換新軸時(shí),因軸與葉輪配合較緊(過渡配合),加上配合面較長(zhǎng),通常得用機(jī)動(dòng)液壓機(jī)械來(lái)壓出舊軸壓進(jìn)新軸。壓軸時(shí)因機(jī)動(dòng)液壓設(shè)備難以控制僅幾毫米的安裝尺寸。由于上述原因選擇方便節(jié)省費(fèi)用的檢修方法達(dá)到羅茨鼓風(fēng)機(jī)繼續(xù)使用的目的是本文探討的主要問題。二、工作間隙
JGR60羅茨鼓風(fēng)機(jī)各部位間隙在常溫時(shí)靜態(tài)理論值為:葉輪與葉輪之間的間隙0.4mm~0.5mm;葉輪與機(jī)殼之間的徑向間隙0.2mm~0.3mm;葉輪與左
、右墻板之間的軸向間隙0.3m~0.4mm;同步齒輪的嚙合間隙0.08mm~0.16mm。羅茨鼓風(fēng)機(jī)工作間隙的調(diào)整是整個(gè)檢修過程中最關(guān)鍵也最不易掌握的一步。三
、調(diào)整方法(一)清洗
1. 拆開羅茨鼓風(fēng)機(jī)進(jìn)出口管路,清除羅茨鼓風(fēng)機(jī)機(jī)內(nèi)酸泥及雜物,再用盲板將下部進(jìn)口封死
。2. 從羅茨鼓風(fēng)機(jī)上部拆開加入13%Na2CO3水溶液加至盤動(dòng)葉輪不溢出為止,并適當(dāng)盤動(dòng)羅茨鼓風(fēng)機(jī)葉輪,以中和風(fēng)機(jī)內(nèi)酸性物,10~20分鐘后拆開下部盲板放出溶液,然后按此方法反復(fù)清洗兩次,最后用清水將羅茨鼓風(fēng)機(jī)內(nèi)沖洗干凈。
3. 及時(shí)吊出葉輪,清除羅茨鼓風(fēng)機(jī)內(nèi)
、兩葉輪及迷宮密封內(nèi)的污垢及雜物,將羅茨鼓風(fēng)機(jī)擦干凈后用防銹油將沾過水的部位抹一遍,以防生銹。4. 將兩葉輪吊入風(fēng)機(jī)機(jī)座內(nèi),用兩壓蓋壓緊兩端軸承盒。
(二)測(cè)量
用調(diào)節(jié)螺釘將兩葉輪同時(shí)調(diào)向聯(lián)軸器一側(cè),使兩葉輪端面與聯(lián)軸器側(cè)面的間隙達(dá)到正常(約為0.4~0.5mm)
。盤動(dòng)兩葉輪并檢查四組迷宮密封組件是否處于正常位置,如不正常,記下尺寸,以便以后拆下時(shí)做適當(dāng)加工或處理。測(cè)出兩葉輪凸出部位與羅茨鼓風(fēng)機(jī)底座弧面之間的間隙,測(cè)出兩葉輪凸出位與另一葉輪相近處間隙,測(cè)出兩葉輪端面與底座兩側(cè)內(nèi)立面之間的間隙,在上述各測(cè)量位置作記號(hào)并記錄。
壓緊蓋板,測(cè)出兩葉輪凸位與蓋板內(nèi)弧面之間隙,測(cè)出蓋板兩側(cè)面與兩葉輪兩側(cè)面之間的間隙,也分別作記號(hào)并記錄
。(三)修復(fù)
1. 鑲凸條
(1)按尺寸加工好凸條12根
(2)按尺寸在兩葉輪的4個(gè)凸位處銑加工燕尾槽并鉆孔
(3)按尺寸加工螺栓36個(gè)及配套螺母36個(gè)
(4)將凸條每3根一組分別鑲?cè)肴~輪的4條燕尾槽內(nèi),用按(3)加工的螺栓緊固、安裝時(shí)有部位過緊可用手提式砂輪修磨
2. 鑲端面
(1)按尺寸在兩葉輪靠近齒輪方向各鉆螺栓孔12個(gè)
(2)按尺寸加工兩葉輪靠齒輪方向端面鑲件,共加工4件(建議鑲件鑲?cè)肴~輪后再鉆孔)。
(3)按尺寸加工3種緊固鑲件螺栓
(4)將鑲條對(duì)號(hào)裝入兩葉輪靠齒輪方向端面,用按(3)加工的螺栓緊固。
大多數(shù)情況下,羅茨鼓風(fēng)機(jī)是以一個(gè)方向操作作用的,考慮到實(shí)際運(yùn)行中,由于齒輪輪齒的磨損其輪齒側(cè)隙必然逐漸增大,從而引起轉(zhuǎn)子之間的正向間隙,逐漸減少而反向間隙逐漸增大
完成以上工作后,對(duì)安裝位置不能正常的迷宮密封組件按測(cè)出需要改進(jìn)的尺寸重新定位處理或進(jìn)行小切削量加工,再按正常程序組裝風(fēng)機(jī),間隙經(jīng)調(diào)節(jié)螺釘調(diào)節(jié)正常后,用耐酸膠將葉輪上加裝的緊固螺栓兩頭封抹,增加緊固件的穩(wěn)定性,耐酸膠干后,風(fēng)機(jī)即可投入使用。
(四)幾點(diǎn)說明
進(jìn)行測(cè)量時(shí),風(fēng)機(jī)各轉(zhuǎn)動(dòng)部件位置必須正常否則測(cè)定數(shù)據(jù)不準(zhǔn)確,確定各加工尺寸容易產(chǎn)生誤差
測(cè)量中,如發(fā)現(xiàn)在同一鑲面位置的間隙增加大不均勻,可用于提式砂輪機(jī)對(duì)少量凸出位進(jìn)行磨削,這樣可增加鑲件強(qiáng)度,便于鑲處理,達(dá)到風(fēng)機(jī)運(yùn)行要求的最小間隙
為增加端面鑲件強(qiáng)度,有條件還可以對(duì)葉輪被鑲面進(jìn)行切削加工,縮短葉輪長(zhǎng)度,增加鑲條厚度,如能根據(jù)使用狀態(tài),燒鑄毛坯,加工鑲件,則更為理想。
風(fēng)機(jī)經(jīng)處理使用一段時(shí)間后,最好能拆下蓋板,檢查鑲件及緊固螺栓是否松動(dòng),則風(fēng)機(jī)使用更為可靠安全
技術(shù)結(jié)論:
以上方法對(duì)風(fēng)機(jī)葉輪進(jìn)行鑲處理,比單純更新風(fēng)機(jī)兩葉輪效果更好,一般不受風(fēng)機(jī)殼體內(nèi)表面腐蝕和磨損的影響,可更好地減小間隙,恢復(fù)風(fēng)機(jī)原有供風(fēng)能力,具有良好的經(jīng)濟(jì)效益,如羅茨鼓風(fēng)機(jī)生產(chǎn)廠家能根據(jù)以上原理,制作葉輪時(shí),在葉輪鑲位加工出余量,安裝鑲件,并加工出鑲件半成品,供風(fēng)機(jī)使用廠家根據(jù)減少間隙要求進(jìn)行小切削量加工,鑲配葉輪,這樣更方便風(fēng)機(jī)使用廠家
山東錦工有限公司
山東省章丘市經(jīng)濟(jì)開發(fā)區(qū)
24小時(shí)銷售服務(wù)
(來(lái)自:羅茨風(fēng)機(jī),羅茨鼓風(fēng)機(jī)
山東錦工有限公司
山東省章丘市經(jīng)濟(jì)開發(fā)區(qū)
24小時(shí)銷售服務(wù)
上一篇: 羅茨鼓風(fēng)機(jī)可靠運(yùn)行的日常管理
下一篇: 污水處理廠羅茨鼓風(fēng)機(jī)房綜合技改方案
羅茨鼓風(fēng)機(jī)廠家維修哈爾濱羅茨鼓風(fēng)機(jī)三葉羅茨鼓風(fēng)機(jī)生產(chǎn)商
山東錦工有限公司
地址:山東省章丘市經(jīng)濟(jì)開發(fā)區(qū)
電話:0531-83825699
傳真:0531-83211205
24小時(shí)銷售服務(wù)電話:15066131928
機(jī)回轉(zhuǎn)風(fēng)機(jī)品牌")
機(jī)咨詢電話")