
羅茨鼓風機|三葉羅茨風機|螺桿真空泵|回轉(zhuǎn)式風機 - 錦工風機有限公司
羅茨鼓風機因其風量大
1、葉輪間隙的調(diào)整:將葉輪轉(zhuǎn)到與水平方向45度的位置
2
、軸向間隙的調(diào)整:裝配墻板時應先保證軸向間隙的總和在標準內(nèi),在調(diào)整軸承底墊片的厚度保證兩端的間隙差不多。3
、徑向間隙的調(diào)整:通過機殼與側(cè)板精密配合定位來保證的,用戶一般不需調(diào)整?div id="4qifd00" class="flower right">在操作羅茨風機的過程中一定要嚴格遵守操作章程,以免造成意外
。大家要注意安全。:

一
羅茨風機是容積式鼓風機的一種
二
羅茨鼓風機的葉輪與葉輪之間及葉輪與機體之間存在相對運動,處于非接觸狀態(tài)
裝配間隙系20℃時的理論靜態(tài)間隙值
羅茨鼓風機的裝配間隙表 單位:mm
在保證羅茨風機性能及正常運行條件下,上述間隙值允許作適當調(diào)整
三
1、間隙1的調(diào)整:
擰松齒圈與齒轂緊固螺栓拆下定位圓錐銷
,調(diào)節(jié)齒圈與齒轂安裝角度位置。即能達到調(diào)整間隙δ1之目的。調(diào)好間隙后,必須修正定位銷孔(或另置)后,再以圓錐銷定位。并把緊固螺栓擰緊。調(diào)整1間隙,應在葉輪360°旋轉(zhuǎn)中進行。2
、間隙2之調(diào)整擰松機殼與墻板間的緊固螺栓,并拆下定位圓錐銷
,根據(jù)具體情況,高速機殼與墻板之相對位置,以調(diào)整軒輪與機殼之徑向間隙,調(diào)妥后,必須修正定位銷孔(或另置),再以圓錐銷定位。而后用螺栓把殼體與墻板緊固到一起3
、間隙3與4之調(diào)整在定位端墻板的軸承殼上有緊固螺釘和調(diào)整螺釘,預使3減小
,而4增大,則先旋松緊固螺釘。再旋緊調(diào)整螺釘,此時葉輪向定位端墻板移動,反之,預使3增大,而4減小,則先旋松調(diào)整螺釘,再旋緊緊固螺釘,此時葉輪向非定位端墻板移動,見圖3,為保證同軸度,須在軸承座法蘭與墻板之間適當補充或減少墊片,使它們之間的空隙基本一致,并防止間隙變動如果3符合要求而4不符合要求時,可在機殼和非定位端墻板的結(jié)合面之間增加或減少紙墊。四
、拆卸1、拆卸中的注意事項
?div id="d48novz" class="flower left">
?div id="d48novz" class="flower left">
?div id="d48novz" class="flower left">
?div id="d48novz" class="flower left">
?div id="d48novz" class="flower left">
?div id="d48novz" class="flower left">
2
、拆卸步驟從機組上拆掉所有附件—排放齒輪箱中的油—卸下皮帶輪—卸下齒輪箱及調(diào)整螺釘—卸下齒輪—卸下軸承蓋—卸下機殼兩側(cè)墻板。
五
、組裝1
、組裝中的注意事項(1)檢查被拆卸的零件有無損傷情況
,應特別注意檢查配合部位,若發(fā)現(xiàn)損傷時,應進行修復或更換。?div id="4qifd00" class="flower right">
?div id="4qifd00" class="flower right">
?div id="jfovm50" class="index-wrap">。?)密封墊如有破損或失落時
2
(1)將驅(qū)動側(cè)的墻板(前墻板)安裝到機殼上
?div id="jfovm50" class="index-wrap">。?)將葉輪部由齒輪端裝入機殼內(nèi)。
?div id="jfovm50" class="index-wrap">。?)將齒輪端墻板安裝到機殼上
?div id="jfovm50" class="index-wrap">。?)組裝前后軸承。組裝前軸承時
(5)組裝齒輪
?div id="d48novz" class="flower left">
(7)調(diào)整間隙
,打入定位銷。(8)裝皮帶輪及其他部件
。六
、間隙調(diào)整1、機殼間隙的調(diào)整:是通過機殼與墻板定位銷孔來保證的
,因為在拆卸風機時,一定不能損壞定位銷孔。葉輪—機殼
0.20—0.395
2
、葉輪—葉輪間隙的調(diào)整:將葉輪轉(zhuǎn)到間隙示意圖位置,將從動齒輪對準主動齒輪標記壓入軸上,依次裝入齒輪擋圈的錐部配合相對移動
葉輪—葉輪
0.29—0.34
3
葉輪—前墻板
0.12—0.18
葉輪—后墻板
0.63—0.69
擰調(diào)節(jié)螺栓時,應在壓板螺栓寧松的情況下進行
七、安裝皮帶輪
八、間隙調(diào)整后之要求
山東錦工有限公司
山東省章丘市經(jīng)濟開發(fā)區(qū)
24小時銷售服務
上一篇: 風機常識
下一篇: 羅茨風機壽命有多長?如何延長羅茨鼓風機壽命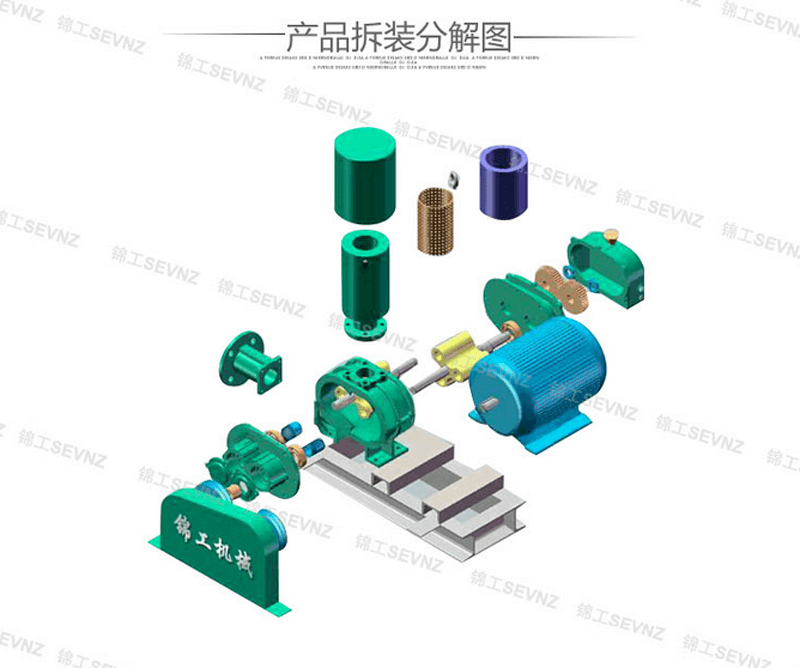
一、風機主要部件檢修
葉輪的材料為鑄鐵,工作線型為漸開線,其不規(guī)則的形狀和較高的加工精度使其在損壞后難以修復
二
JGR60羅茨鼓風機各部位間隙在常溫時靜態(tài)理論值為:葉輪與葉輪之間的間隙0.4mm~0.5mm;葉輪與機殼之間的徑向間隙0.2mm~0.3mm;葉輪與左、右墻板之間的軸向間隙0.3m~0.4mm;同步齒輪的嚙合間隙0.08mm~0.16mm
三、調(diào)整方法
(一)清洗
1. 拆開羅茨鼓風機進出口管路,清除羅茨鼓風機機內(nèi)酸泥及雜物,再用盲板將下部進口封死
2. 從羅茨鼓風機上部拆開加入13%Na2CO3水溶液加至盤動葉輪不溢出為止,并適當盤動羅茨鼓風機葉輪,以中和風機內(nèi)酸性物,10~20分鐘后拆開下部盲板放出溶液,然后按此方法反復清洗兩次,最后用清水將羅茨鼓風機內(nèi)沖洗干凈
3. 及時吊出葉輪,清除羅茨鼓風機內(nèi)、兩葉輪及迷宮密封內(nèi)的污垢及雜物,將羅茨鼓風機擦干凈后用防銹油將沾過水的部位抹一遍,以防生銹
4. 將兩葉輪吊入風機機座內(nèi),用兩壓蓋壓緊兩端軸承盒
(二)測量
用調(diào)節(jié)螺釘將兩葉輪同時調(diào)向聯(lián)軸器一側(cè),使兩葉輪端面與聯(lián)軸器側(cè)面的間隙達到正常(約為0.4~0.5mm)。盤動兩葉輪并檢查四組迷宮密封組件是否處于正常位置,如不正常,記下尺寸,以便以后拆下時做適當加工或處理
測出兩葉輪凸出部位與羅茨鼓風機底座弧面之間的間隙,測出兩葉輪凸出位與另一葉輪相近處間隙,測出兩葉輪端面與底座兩側(cè)內(nèi)立面之間的間隙,在上述各測量位置作記號并記錄
壓緊蓋板,測出兩葉輪凸位與蓋板內(nèi)弧面之間隙,測出蓋板兩側(cè)面與兩葉輪兩側(cè)面之間的間隙,也分別作記號并記錄。
(三)修復
1. 鑲凸條
(1)按尺寸加工好凸條12根
(2)按尺寸在兩葉輪的4個凸位處銑加工燕尾槽并鉆孔。
(3)按尺寸加工螺栓36個及配套螺母36個
(4)將凸條每3根一組分別鑲?cè)肴~輪的4條燕尾槽內(nèi),用按(3)加工的螺栓緊固
2. 鑲端面
(1)按尺寸在兩葉輪靠近齒輪方向各鉆螺栓孔12個
(2)按尺寸加工兩葉輪靠齒輪方向端面鑲件,共加工4件(建議鑲件鑲?cè)肴~輪后再鉆孔)
(3)按尺寸加工3種緊固鑲件螺栓、每種8個,配購或加工配套螺帽24個(螺帽按常用標準加工)
(4)將鑲條對號裝入兩葉輪靠齒輪方向端面,用按(3)加工的螺栓緊固
大多數(shù)情況下,羅茨鼓風機是以一個方向操作作用的,考慮到實際運行中,由于齒輪輪齒的磨損其輪齒側(cè)隙必然逐漸增大,從而引起轉(zhuǎn)子之間的正向間隙,逐漸減少而反向間隙逐漸增大。為了延長羅茨鼓風機的使用壽命及維修周期,在調(diào)整間隙時,有意識地將正向間隙調(diào)整為總間隙的三分之二,而將反向間隙調(diào)整為總間隙的三分之一
完成以上工作后,對安裝位置不能正常的迷宮密封組件按測出需要改進的尺寸重新定位處理或進行小切削量加工,再按正常程序組裝風機,間隙經(jīng)調(diào)節(jié)螺釘調(diào)節(jié)正常后,用耐酸膠將葉輪上加裝的緊固螺栓兩頭封抹,增加緊固件的穩(wěn)定性,耐酸膠干后,羅茨鼓風機即可投入使用
(四)幾點說明
進行測量時,風機各轉(zhuǎn)動部件位置必須正常否則測定數(shù)據(jù)不準確,確定各加工尺寸容易產(chǎn)生誤差
測量中,如發(fā)現(xiàn)在同一鑲面位置的間隙增加大不均勻,可用于提式砂輪機對少量凸出位進行磨削,這樣可增加鑲件強度,便于鑲處理,達到風機運行要求的最小間隙。
為增加端面鑲件強度,有條件還可以對葉輪被鑲面進行切削加工,縮短葉輪長度,增加鑲條厚度,如能根據(jù)使用狀態(tài),燒鑄毛坯,加工鑲件,則更為理想
羅茨鼓風機經(jīng)處理使用一段時間后,最好能拆下蓋板,檢查鑲件及緊固螺栓是否松動,則羅茨鼓風機使用更為可靠安全
山東錦工有限公司
山東省章丘市經(jīng)濟開發(fā)區(qū)
24小時銷售服務
(來自:羅茨風機,羅茨真空泵
山東錦工有限公司
山東省章丘市經(jīng)濟開發(fā)區(qū)
24小時銷售服務
上一篇: 國外羅茨鼓風機維修
下一篇: 羅茨鼓風機節(jié)能技術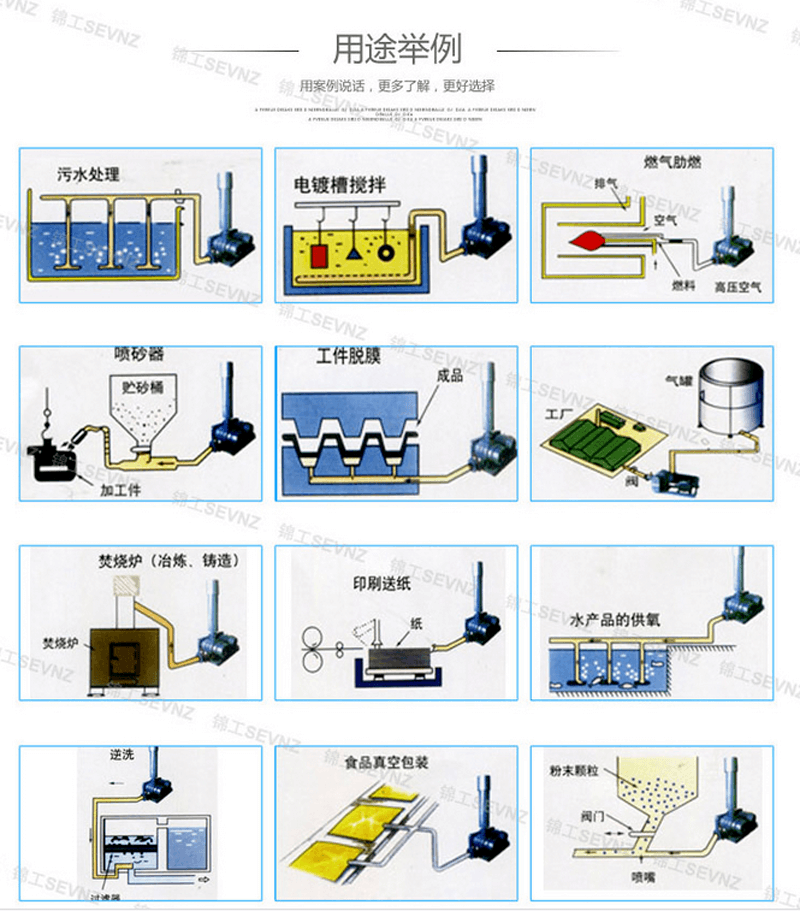
山東錦工有限公司是一家專業(yè)生產(chǎn)羅茨鼓風機、羅茨真空泵
好多客戶問羅茨鼓風機間隙如何調(diào)整
一.因為羅茨鼓風機屬于恒流量風機,工作的主參數(shù)是風量
二.原理:羅茨風機是一種容積式動力機械
三.拆卸1、拆卸中的注意事項(1)所有聯(lián)接件和嵌合件一律刻上配合標記
,特別是齒輪。(2)不要損傷零部件,尤其是配合表面。(3)所有墊片在拆卸時,都要測定其厚度。(4)拆卸后的部件,特別是軸承應注意避免灰塵污染。(5)應采用適當?shù)牟鹦豆ぞ?div id="4qifd00" class="flower right">2
、拆卸步驟從機組上拆掉所有附件—排放齒輪箱中的油—卸下皮帶輪—卸下齒輪箱及調(diào)整螺釘—卸下齒輪—卸下軸承蓋—卸下機殼兩側(cè)墻板。四.組裝1
2
五.間隙調(diào)整1
、機殼間隙的調(diào)整:是通過機殼與墻板定位銷孔來保證的,因為在拆卸風機時,一定不能損壞定位銷孔。葉輪—機殼0.20—0.3952
、葉輪—葉輪間隙的調(diào)整:將葉輪轉(zhuǎn)到間隙示意圖位置,將從動齒輪對準主動齒輪標記壓入軸上,依次裝入齒輪擋圈,止動墊片和鎖緊螺母,并將鎖緊螺母稍稍緊上。將葉輪試轉(zhuǎn)一圈,若不能轉(zhuǎn)動,將葉輪回轉(zhuǎn)以使接觸處在上,用銅棒輕輕敲打葉輪間隙部位,使齒輪和軸的錐部配合相對移動,從而達到調(diào)整葉輪間隙的目的。當葉輪—葉輪間隙符合規(guī)定值時,將齒輪鎖緊。葉輪—葉輪0.29—0.343
、葉輪—墻板軸向間隙調(diào)整:裝配墻板時應先保證軸向總間隙C+D(調(diào)整機殼密封墊厚度),再通過前墻板上的四組調(diào)節(jié)螺釘對葉輪軸向位置進行調(diào)整,保證兩端間隙C和D的分配六.安裝皮帶輪
?div id="d48novz" class="flower left">
山東錦工有限公司
地址:山東省章丘市經(jīng)濟開發(fā)區(qū)
電話:0531-83825699
傳真:0531-83211205
24小時銷售服務電話:15066131928
風機品牌")
